

-
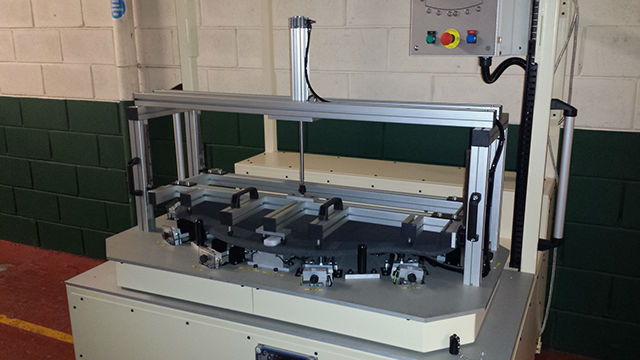
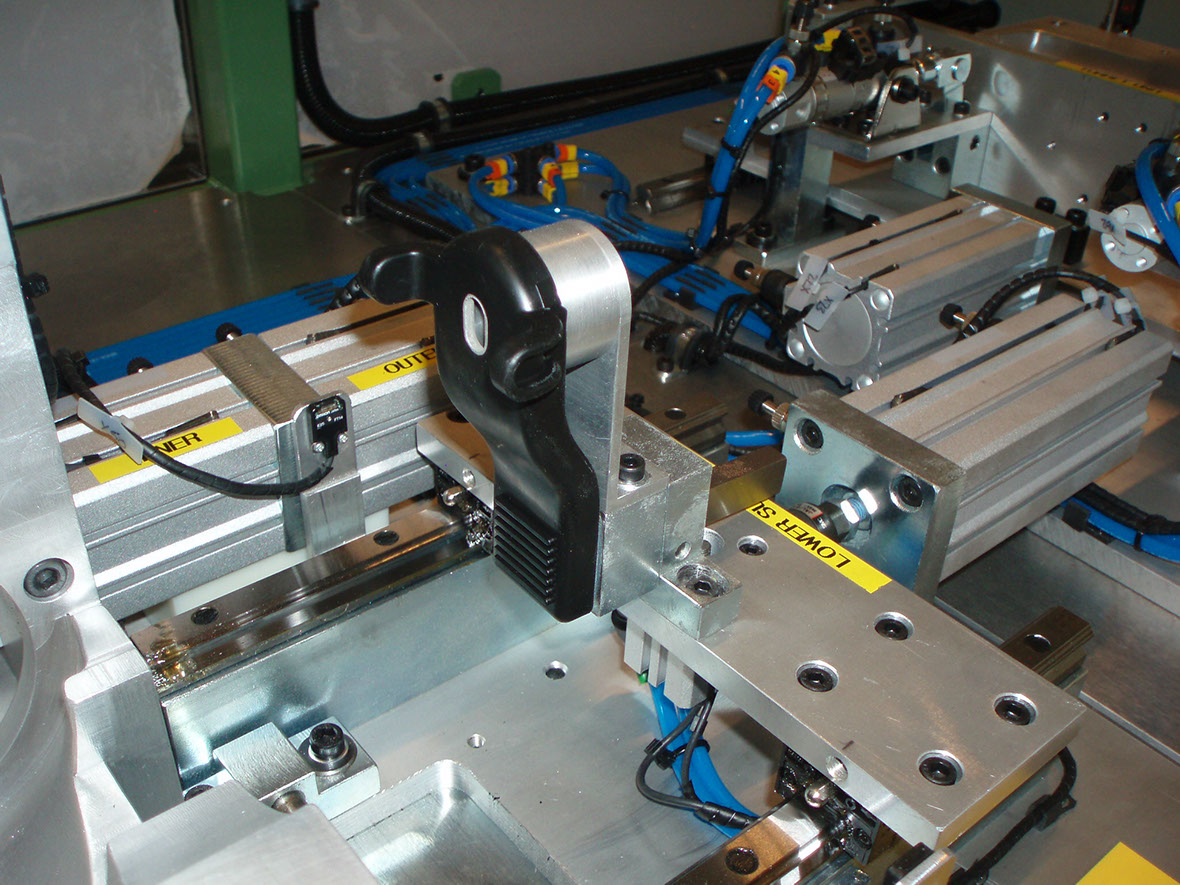
ASSEMBLY

A double sided test unit that detect that the waste has been removed and that the clips have been fitted and pressed home in the front and rear carpet mouldings.
To fit existing front and rear carpet nests with sensors that work with the test system.
Machine that assist an operator positively locate and hold nine clip housings and two pads whilst the hot melt glue has set. The fixture also have a Poke Yoke feature checking that all clips have been detected.
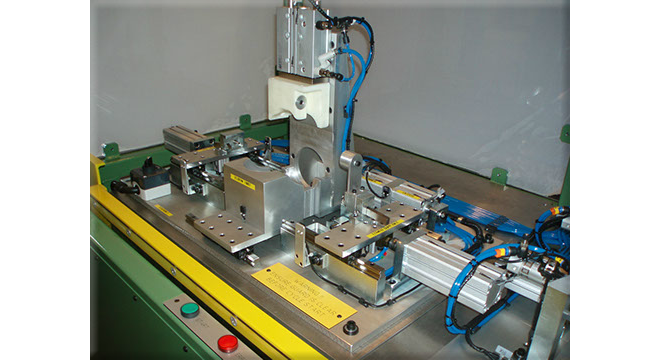
Machine that assist in the assembly of the two mouldings that makes a rear spoiler.
Machine that hold an aluminium heat shield and a label onto a moulded pad with heated tools in order to activate the adhesive.
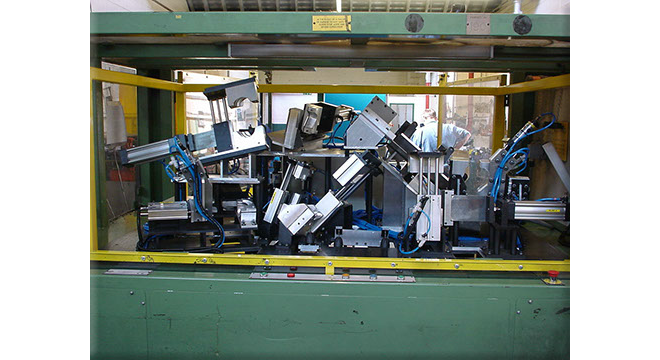
Comprising of a toproll, main moulding, vent baffle, luggage hook, scrim & insulation, this assembly also include a seat release lever moulding with integral lamp. This additional moulding is a bought in as a subassembly with lever & lamp fitted; therefore the colour and presence of the light is detected.
Assembly begin with loading a toproll & the lever/lamp moulding“A” surface down into the rig. Following colour check, the main carpet is then fitted. As the main moulding is carpet & the toproll PP, it is possible that a single colour sensor may not be suitable & therefore two are included in this quote.
The vent baffle, luggage hook, scrim & insulation are then added before clamping in place. Screws & star washers are then used to complete the assembly, together with the fitting of four lantern clips.
This station cater for assembly of the LH carpet door & trunk side pocket, assembling the door on station 2 and the pocket on station 3.
To assemble the door, first of all the handle is loaded into the nest & colour checked. The carpet door is then loaded & again colour checked by moving the sensor to the correct position, before clamping in place. The assembly is completed by screwing together with four screws.
For assembly of the pocket, the component is loaded into the nest before loading the latch. The insulation pad is then added & the assembly clamped prior to fixing with two screws for the latch & star washers for the pad.
The workstation produce 5 door variants and therefore the front door workstations don't have the 3/5 door slide unit nor the associated 3 door sensors. The control systems is by PLC not PC but perform in exactly the same fashion via instructions on the HMI screen.
This workstation build left and right hand parts in the same manor prior to a pass ticket being produced from the printer.
Two fixtures are requested for the assembly of this component; the first to assemble the latch to the substrate, & the second to assemble the stainless garnish trim to the substrate & tab bend the trim to secure in position.
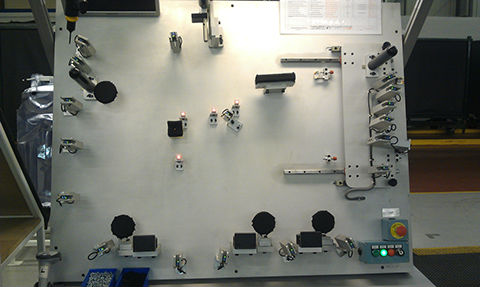
A single piece of equipment that process a left or right hand armrest and /or left or right hand switch plinth at any one time. Also on the bench in the centre is the barcode scanner and label printer. An EBL screwdriver is suspended from the overhead rail via a carriage and spring balance allowing it to be used at any of the four positions. An HMI is positioned at head height in the centre of the bench and the control cabinet is housed under the worktop inside the frame.
Mauris sit amet tortor.12
Design and manufacture a suite of assembly door panels and armrest equipment for the 5 door components only.
Design & manufacture various equipment for the front & rear bumpers.
Design & manufacture staple rig to insert 8 staples.
Design and manufacture a suite of assembly fixtures that locate and support moulded parts whilst assembly operations are completed.
Mauris sit amet tortor.13
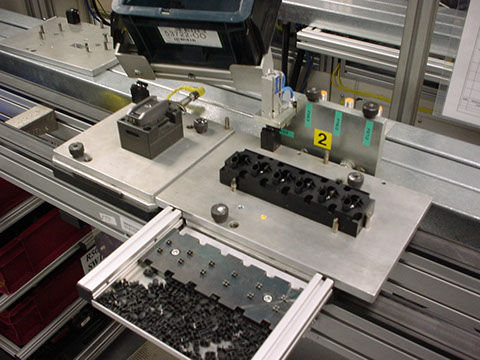
A single piece of equipment with one assembly nest. Driven by instructions from the HMI an operator can load 2-coat hooks into location nests, 2 types are available, sensors check that the correct type are present, the Top Roll Upper ‘A’ surface down onto a nest and close the clamp. If the correct colour is detected the clamp lock. The lantern clips are assembled and the operator press the test button. If all parts are detected a barcode will be printed which the operator fasten to the assembled part and scan it in order to release the clamp lock.
LH & RH ‘B’ Post Lower Assembly & Top Roll Lower Assembly.
Design and manufacture a trim/assembly workstation for the bulkhead infill component.
Design and manufacture a suite of assembly fixtures that locate and support moulded parts whilst assembly operations are completed.




60x80.jpg)















19 - 20
<
>
-
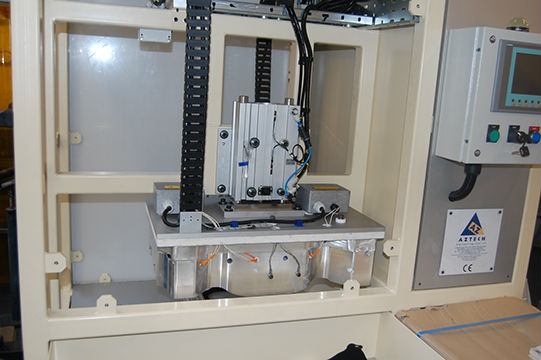
PUNCH
Design and manufacture a machine to pierce the scuffplate substrate prior to carrying out a tab bend operation to assemble the substrate and scuffplate.
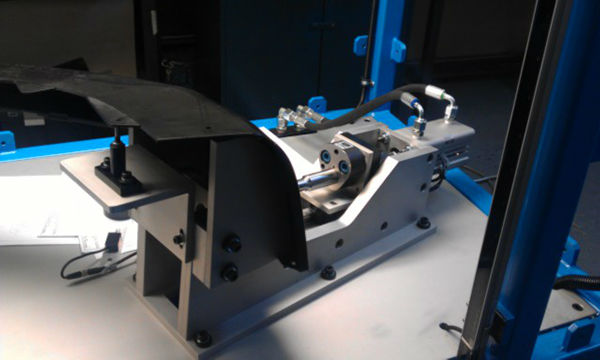
Design and manufacture a hydraulic powered pierce rig that pierce the four large apertures, four ‘key’ hole shaped apertures and crop off the moulding gate.
The machine is an Electro-pneumatic powered saw machine that cut front and rear seals to finished length. Incorporated into one end cut is a shaped blade to produce a notch on the front parts. This unit is powered by an air over oil intensifier.
The tool was modified to incorporate 5 off extra holes. These were be positioned at points where, at present, moulded pins exist. The holes are to be Ø6.0 mm.
This machine punch the 4 off PDC sensor holes into both bumpers. It also pierce the 4 off 10mm x 5mm slots into the rear bumper.
Design and manufacture 2 off self-contained punching machines that punch the PDC holes into the front cover component and the PDC and badge holes in the radshell component.
To design and manufacture a single free standing machine that crop off a section of moulding from the left hand upstand which convert the moulding from one variant to another.
Design & manufacture an automatic rig capable of piercing 2 off small holes (approx 5mm) in the RH door bin.
Design and manufacture a self-contained punching machine that punch the wiper holes (approx. 32mm Diameter) and de-gate 4 gate positions for either RHD or LHD leaf screen components.









9 - 9
<
>
-
CUT
Using existing designs, manufacture two ‘cut to length’ machines that produce WQ component items of glass run extrusion prior to moulding.
This is a two station tool to produce 3 knife cuts & remove 2 “chimney” ducts from the component. Station 1 leak test the part & then remove the chimneys ducts using saw blades & the blowpin end of the part with a knife blade. Station 2 vacuum out the swarf left by the sawing operation & then split the component using 2 knife cuts.
Dedicated Weld machine (2 req’d) - A 4 plate dedicated weld machine is required to weld two brackets & 2 “chimneys”. Hot plates are shielded from operator intervention as far as is practicable.
The duct is moulded as a joined pair & it is assumed these are joined around the rectangular ducts, with a suitable convolute between to allow for waste trimming.
The tool are a 4 knife & two drill tool, to split the components & drill a single Ø11mm hole in each component, this hole may be drilled with a stepped cutter to reduce drill force.
A leak test is also carried out prior to trimming.
Design and manufacture an automatic cut to length machine to accommodate both coil fed & rough cut lengths of various profiles.
The machine is to produce eight components from four RCL’s of extrusion and piece a total of 46 holes and 2 notches in those components
Again this machine is a self-contained electro/pneumatic device that produce both the front and rear 5 door products. But a difference to the 3 door machine is that there are two four pillar die sets each with it’s own pneumatic cylinder mounted within the main frame. The layout are;- front door seals end to end at back of each die set with the rear seals to the front. The mechanics and construction of the machine are as the front door described above. Selections to run all, or any variation of parts are via the HMI.
The machine is an electro-pneumatic powered machine that cut and warp zap tailgate seals.
Mauris sit amet tortor.25
Produce end cuts on the primary seal. One end of the cut is identical to a cut on the cantrail. Therefore this rig is to produce only the opposite end cut on each of the LH & RH components
This rig produce the above component from a rough cut length. The finished length of the part is 428mm, with a straight cut at each end & the flip removed over a 75mm length. As on the header rail, the part presented flat & cuts are of the guillotine style. As it is not yet known how this component is to be laid out on line, a request has been made to quote for a single rig to produce LH / RH component & individual rigs.
This rig produce a car set of header rail seals from two rough cut lengths (two LH, two RH parts). The front parts are 882mm long & the rears are 524mm, & so it is assumed the rough cuts are approximately 1450 long.
Design & manufacture a slave tool to finish this component.
The component is four separate parts moulded as one. The slave tool split these parts & drill 9 off 4.5mm diameter holes in total.
1 - 12
<
>












-
WELD
Design and manufacture a set of three self-contained ultrasonic weld machines that weld the insulation pads to the mouldings.
Design and manufacture a self-contained punching machine that punch the wiper holes and washer holes for either RHD or LHD leaf screen components.
The washer holes (now profiled) are to be punched in both RHD & LHD variants, but the inner ø32mm and now the larger shaped outer apertures are handed.
60x45.jpg)

2 - 2
<
>
-
OTHER
Design and manufacture a location nest that attach to an existing fixture plate on a pad print machine, and securely locate and hold a ‘Style 600’ Cap (with internal fittings).
Actuators are to be loaded into the nest area of the work holder, as this section is depressed a sliding gate moves slightly allowing the actuators to drop into the respective apertures of the switch panel.
The machine is an electro/hydraulic that cut 10/15mm off the top end of the component. The cutting action is blade onto brass with the brass being situated on the top bolster of the die set and the cutting blade stroking upwards. It has three ejector pins per nest that are connected and activated by a single cylinder when the main ram cylinder has returned to the top of its stroke.
To Design and manufacture a machine that produce a set of vee grooves on both faces of a foam board.
Design and manufacture a self-contained machine that check the O/A length of a pre-cut piece of extrusion, ‘zap’ the warp in four areas of the seal and auto-mark the extrusion as having passed though the machine.
Design and manufacture a self-contained machine that cut a RCL of extrusion to a finished size, ‘zap’ the warp in two areas of the seal and auto-mark the extrusion as having passed though the machine.
Design and manufacture a self-contained machine that cut from a coil extrusion to a finished size, ‘zap’ the warp in four areas of the seal, drill two drain holes and auto-mark the extrusion as having passed though the machine. The cycle time to be 43.5sec’s max.
Design and manufacture an assembly rig to cater for two variants of the above component. The rig is to identify the variant by means of a barcode scanner sensor and check the presence of all child parts prior to assembly, & the completed assembly.
Design and manufacture an assembly nest that hold the cover whilst manually assembling preproduction samples. The nest continue then to be used for production.
The machine is designed to press white board panels.
Design, manufacture, and fit on site a colour check system that check and confirm the inner and outer colours of three variants of tailgates.











11 - 11
<
>


.jpg)































.jpg)









Copyright © 2014 Aztech Engineering (UK) Ltd.